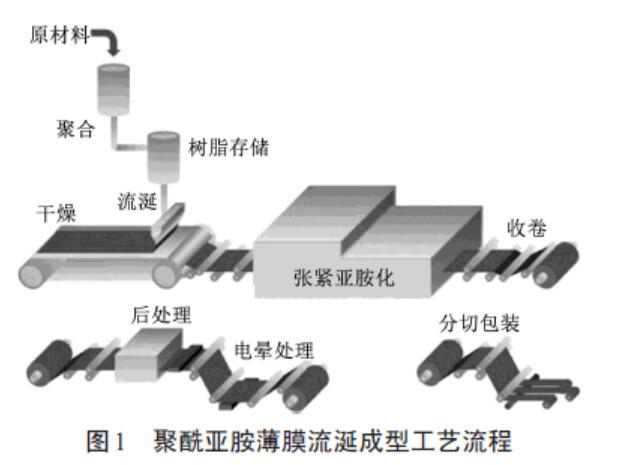
为满足下游应用产品轻、薄及高可靠性的设计要求,聚酰亚胺(PI)薄膜向薄型化发展,对其厚度均匀性、表面粗糙度等性能提出了更高的要求。目前国内现有技术制造的薄型PI薄膜产品性能和外观质量较差,特别是厚度均匀性、热收缩率、拉伸强度、模量及吸水率等性能均不能满足现有市场需求。PI 薄膜关键性能的提高不仅依赖于树脂的分子结构设计,薄膜成型技术的进步也至关重要。PI薄膜的双向拉伸成型工艺流程如图所示。
采用双向拉伸成型工艺制备PI薄膜时,宏观制膜、高分子链凝聚态转变和分子基团间化学反应3个过程是同时进行的。PI 薄膜经过双向拉伸成型后,其物理性能、电气性能和热稳定性得到提升。
整个成型工艺过程较为复杂,需要精密调节各个工序的工艺参数才能制得品质优越的PI 薄膜。目前自支撑PAA薄膜在流涎成型过程中由于PAA树脂黏度较高、挤出压力不稳定、计量泵脉冲波动较大等因素,导致其横向厚度均匀性和膜卷外观平整性差。
为了提高PI薄膜产品的综合性能,研究者进行了大量研究并且提出了多种可行措施:①采用计量泵调节成型模具的溶液流量,通过调节转速控制流量的恒定,使得薄膜厚度均匀;②通过调整流涎法的溶液供给速率改善溶液液膜的表面质量;③通过引入振动检测装置检测减压室内气压变化,将抑制性振动施加至流涎流道厚度方向上,以消除流涎液膜产生的异常振动,改善薄膜的厚度均匀性;④通过改进模头两侧的内部流道结构,解决溶液液膜厚度不均、剥离异常等表面质量问题;⑤通过改进挤出模头材质和性能、流道类型、流道表面抛光精度、唇口宽度方向平直度以及唇口边缘角度并且在模头唇口边缘位置配置硬化层,改善薄膜的表面质量;⑥控制模头结构与模头唇口间隙的比例关系,解决溶液液膜表面结皮异常的问题。但由国内在PI 薄膜的研发方面投入较少,技术水平整体较低,产品性能低于国外产品水平,有待进一步提高。